国产离散元分析软件DEMSLab振动分选设备模拟优化实例
| 背景介绍 包覆燃料颗粒的畸形特征是导致燃料元件制造失败的主要原因,因此燃料颗粒的球形分离是提高高温气冷堆(HTGR)安全特性的重要手段。倾斜振动筛(IVP)则是用来分离不同球形度颗粒的,它是基于不同颗粒所受的摩擦力不同而进行分离的。利用DEMSlab可以对IVP的分离效果进行预测。利用DEMSlab的超椭球功能,可以考虑实际燃料的不规则形状。建立振动筛的离散分析模型,评价颗粒碰撞对喂料速度的影响和最终的分离效率,以及振幅、频率、倾角等参数对于分离效率的影响,通过分析优化获得最佳的设计参数,使分离后的燃料颗粒可以满足工艺制造的要求。
根据燃料颗粒的制造要求,要求:
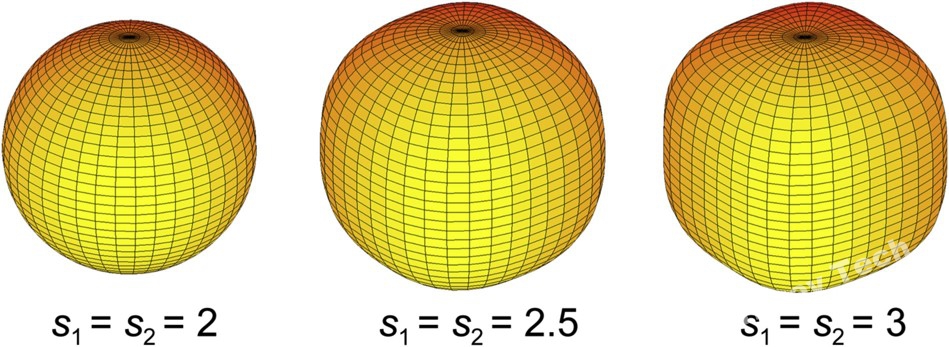
使用超椭球颗粒模型对包覆燃料颗粒进行建模:
其中,S1和S2决定了颗粒边角的曲率,较大的形状指数表示曲率更大,非球形度更大;当S1=S2=2,a=b=c时则为球形。随着S1和S2增加,颗粒模型非球形度增加,颗粒偏离球体。
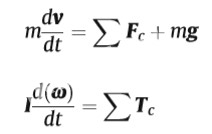
粒子运动遵循牛顿第二定律:
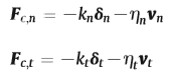
采用DEMSlab标准的线性弹簧阻尼模型,接触力和接触力矩计算公式如下图。
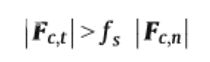
Fc,n—法向接触力; Fc,t—切向接触力; kn—法向弹簧刚度;kt—切向弹簧刚度; n—颗粒与颗粒之间或颗粒与壁面之间在法向上的位移;t—颗粒与颗粒之间或颗粒与壁面之间在切向上的位移;η n—法向阻尼系数;ηt—切向阻尼系数; vn—颗粒与颗粒之间或颗粒与壁面之间在法向上的速度;vt—颗粒与颗粒之间或颗粒与壁面之间在切向上的速度。 如果Fc,n和Fc,t数值关系为
颗粒-颗粒或颗粒-壁面滚动产生的接触力矩Tr计算公式如右,其中kr是旋转弹簧刚度,ηr是旋转阻尼系数,α是颗粒与颗粒/壁面之间的旋转位移,w是颗粒与颗粒/壁面之间相对角速度。
当满足 滚动产生的接触力矩可按下方计算公式,fr为滚动摩擦系数,r为颗粒的有效半径,r1和r2为两个接触颗粒的有效半径。当颗粒与壁面接触时,有效半径即为颗粒的半径。
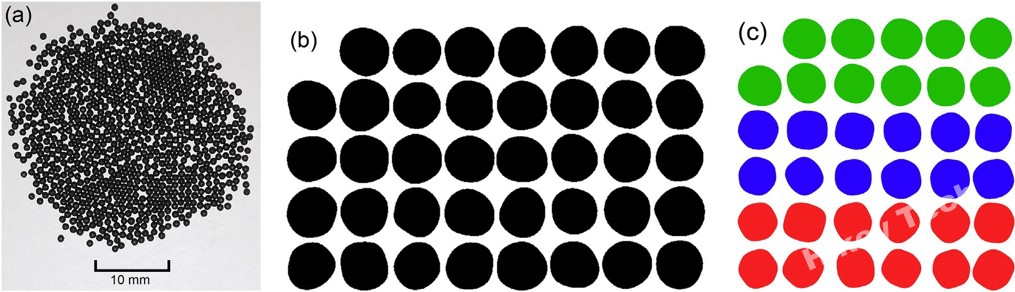
a图为真实燃料颗粒样品图,b图为QICPIC颗粒分析仪识别获得的颗粒尺寸和颗粒球形度分布,图c为DEMSlab中利用超椭球颗粒建立的离散元模型。由对比可知两者相似度非常高。通过测量可以获知真实燃料颗粒的平均半径为0.92±0.08mm,且形状各不相同。为了量化颗粒的球形度,本项目采用了球形度的定义。
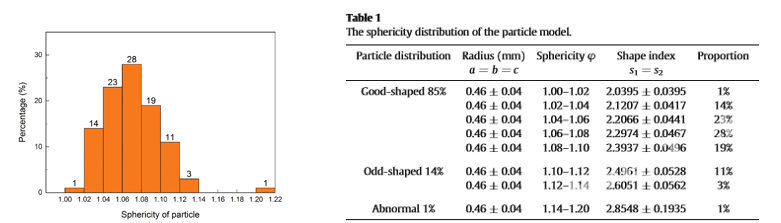
利用图像分析方法可以得到颗粒球形度的统计结果,如图所示,球形度主要分布在1-1.14之间,接近正态分布,均值约为1.08。此外约有1%的颗粒球形度大于1.2,这些则属于极不正常的颗粒。如果被压入高温气冷堆的燃料元件中,可能导致燃料泄露。
IVP振动分选设备结构 IVP结构如图所示。 图a为振动筛的结构示意图,图b为DEMSlab的仿真分析模型。坐标原点定义为IVP的入口处。 振动筛沿Y轴相对于水平基准面有倾角α,它为粒子提供了该方向的重力分量。接收槽用于边缘的分选颗粒的接收,其中含两个挡板,挡板位置可调,以确保不合格颗粒落入合格颗粒槽的比例不超过安全要求的阈值。振动源的方向既垂直又平行于振动板,如β角度所示,它为颗粒的垂直反弹和水平位移提供动能。由于该角度的存在,IVP的振幅A可以分为垂直于板的Az和平行于板的Ax方向。振动分选过程中,颗粒与板之间的摩擦起着重要作用,使异常颗粒沿X轴加速,球形颗粒沿Y方向滚动,从而达到分离的目的。通过改变接收槽位置,收集不同球形颗粒范围的颗粒。
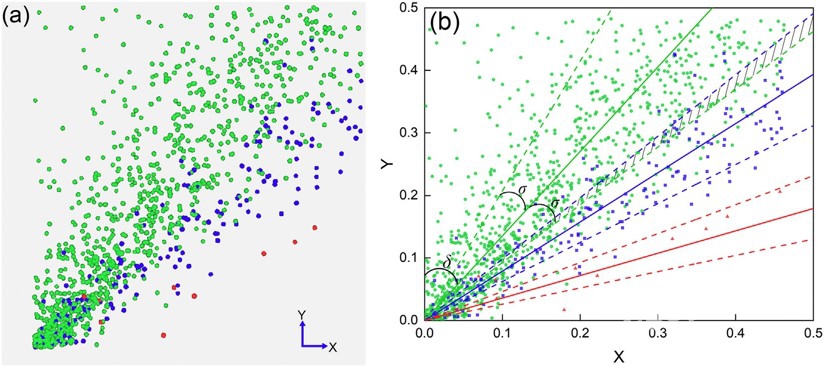
分离效率预估 最直接的方法使计算落入接收槽的颗粒的球形度分布。该方法需要事先确定接收槽的位置,因此有必要得到分选后不同颗粒离开IVP的位置。通过离散元模拟分析可以获得颗粒质点的中心坐标,以进料口为原点,计算颗粒相对Y轴的偏离角。当颗粒总量几乎不变时,认为分离过程基本稳定。为了量化颗粒扇形分布区域的范围,引入Y轴的平均偏离角和偏离角的加权标准差(WSD)。
仿真参数和条件 理论上IVP越大分离效果越好,因为颗粒可以经受足够的振动分离循环。而实际上,考虑到振动板的刚度不够,振动板的外围很难保持与振动器相同的频率和振幅,此外也会比较占据空间。最终确定振动板的尺寸为500*500mm。离散元模型具体参数如表所示。
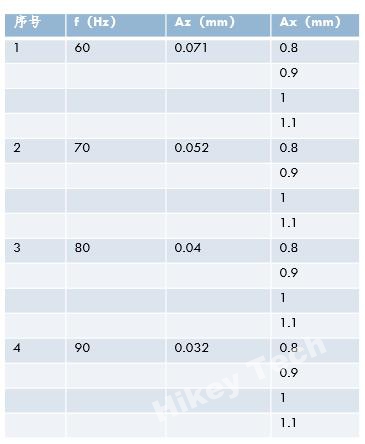
为了达到理想的分离效果,当振动板移动到最高点时,颗粒需要飞离,当振动板移到最低点时,颗粒需要与板重新接触。因此存在一种临界状态,颗粒可以在最高点精确的飞离IVP。粒子能否起飞的决定因素如右图计算公式,这表明,决定粒子能否在最高点起飞的决定因素是振幅Az和振动频率f,两者之间的耦合系数为R。为了研究具体参数对分离效率的影响,给定Az=0.04mm,改变R和f的取值,分析振动板的分选效率。通过数值模拟发现,当f在79-83Hz之间时可以保证较好的分离效果。仿真结果如下图。
振动频率f与系数R取值工况
a图纵坐标为Y轴的平均偏离角和偏离角的加权标准差WSD。b图蓝色柱形表示总分布范围角,绿色为重叠分布角。由结果可知,R范围在1-1.05之间,重叠分布角范围小于4有利于分选。最终取值为R=1.031。
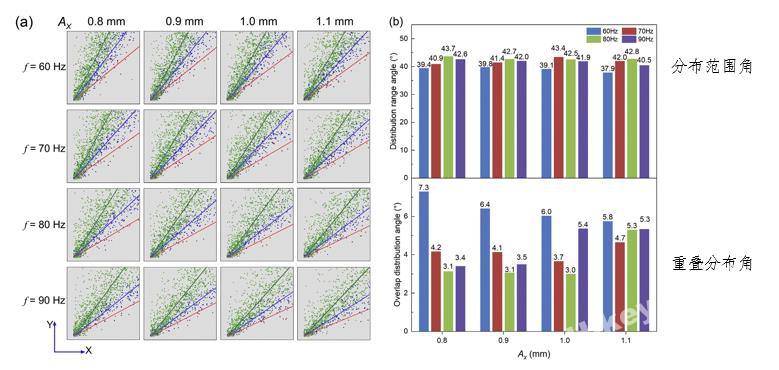
通过已知经验可知,振动频率太小,沿Y向的滚动和X向的摩擦推动将变弱,使得留在IVP上的粒子数增加不利于分选。而颗粒间碰撞几率增大也会导致分离效果变差。因此以振动频率f,Az和Ax为变量,分析具体参数对分选效率的影响。
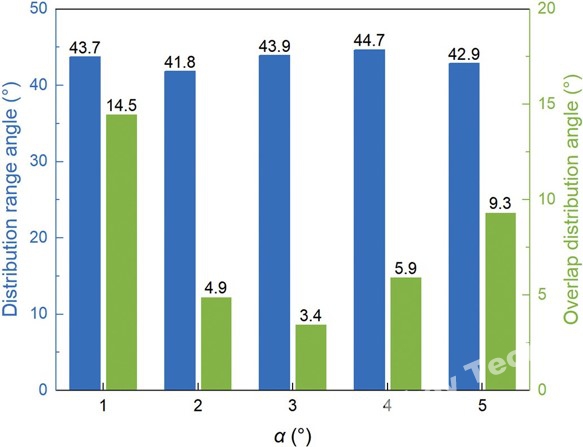
确定振幅和频率后,继续确认倾角α对振动分离效率的影响。α主要改变作用在颗粒上的重力分量,是非常重要的一个因素。对α范围取值1°-5°,进行模拟分析。最终获得结果如下图所示。由结果可知分布范围角均超过40度,当α=4°时,分布范围角最大为44.7°,重叠分布角先增大后减小,当α=3°时达到最小3.4°。因此认为当α=3°时可以获得较好的分选效果。
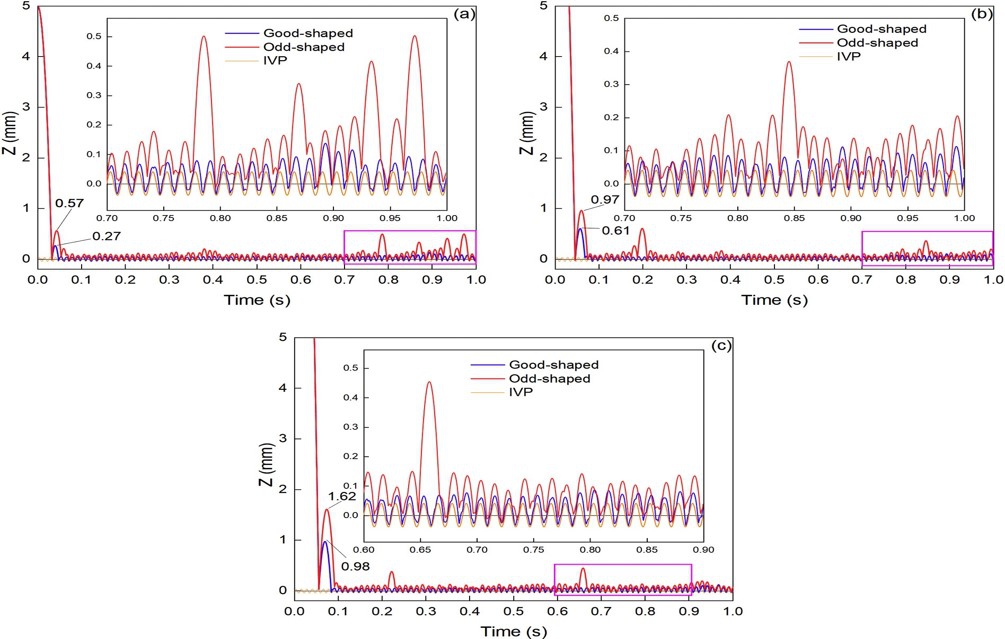
确定振幅、频率、倾角α对振动分离效率的影响后,继续分析喂料参数对分选效果的影响。喂料参数变量包括喂料器入口高度h和喂料速率。喂料器入口高度分别取值5mm(图a),10mm(图b)和15mm(图c)分析分选效果。颗粒从喂料器进入振动筛后,应避免大规模的反弹,避免由此导致分选效果变差。理论上高度越小越不容易反弹,但是实际工作中喂料器不能离振动板太近。最终选择高度为5mm。
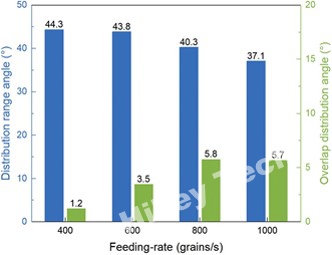
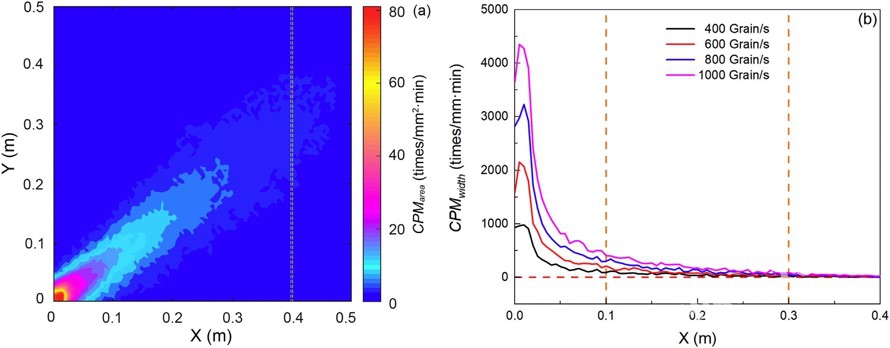
为了提高分离效率,有必要在适当范围内提高进料速率,针对大颗粒物料的分选要求,给定400,600,800,1000粒/s的进料速度,研究分选效率。结果表明,随着进料量的增加,分布范围角减小,重叠分布角增大,分离效果变差。 但是为了保证燃料颗粒分选的效率,即在单位时间内分离出足够多的颗粒,需要足够大的进料速率。因此,进料速度和分选精度是矛盾的,需要在两者之间做出选择。通过已有经验分析可知,颗粒间的碰撞是影响颗粒分选精度的主要原因。由右图结果可以发现,颗粒碰撞的最集中区域在进料口半径的0.05 m内。当X方向坐标值达到0.3m时,碰撞概率接近于零。考虑到空间限制,最终选定振动板的尺寸为0.5m*0.5m。给料速度取值为600-800粒/s。
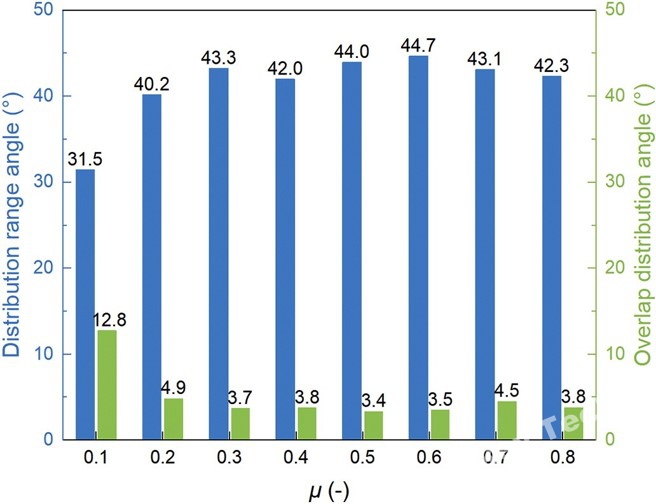
颗粒与振动板之间的摩擦系数和恢复系数是影响颗粒分离的最重要的物理参数,该参数与颗粒材料和IVP材料密切相关。当颗粒材料不变时,可以通过特殊处理或更换振动板表面来改变摩擦系数和恢复系数。对于该项目,选择摩擦系数在0.1-0.8之间,对应的分布范围角和重叠范围角如下所示。当摩擦系数为0.1时,重叠分布角为12.8°,分布范围角为31.5°,不满足分选要求。其原因是摩擦系数很小,导致球形颗粒的摩擦力与非球形颗粒的摩擦力相差很大,而且重力分量沿Y轴方向移动。当摩擦系数在0.3~0.6之间时,重叠分布角和分布范围角满足分选要求,大多数金属材料都能达到这一摩擦系数范围。
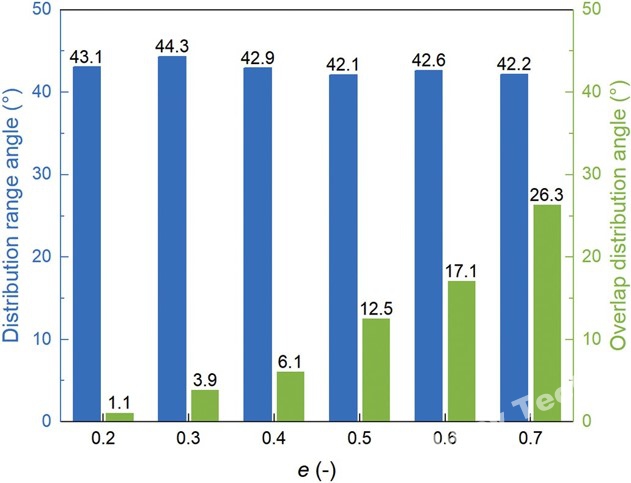
材料的恢复系数一般在0.2-0.7之间,在此区间取值模拟,结果如下。随着恢复系数的增加,分布范围角几乎没有变化,但重叠分布角的范围逐渐增大。当恢复系数为0.2时,重叠分布角范围仅为1.1°;当恢复系数增加到0.7时,重叠分布角范围为26.3°。结果表明,恢复系数越小,IVP的分离精度越高。在重叠分布角小于4°的前提下,恢复系数的最大值为0.3,即IVP材料与颗粒之间的恢复系数应小于0.3,以便在实际工作条件下达到最佳分离效果。由于燃料颗粒的外层是致密的热解碳层,颗粒与不锈钢或铝之间的恢复系数约为0.6,因此需要其他吸能材料作为IVP的表面,以将恢复系数降低到0.3以下。
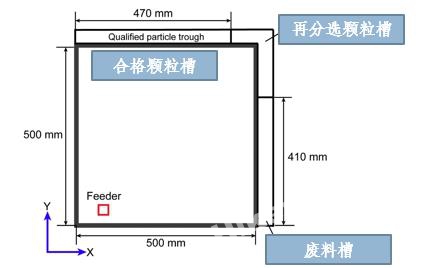
接收槽分为合格颗粒槽、废料槽和再分选颗粒槽三部分。在合格颗粒槽中,接收到球形度在1.00到1.10之间的燃料颗粒,并且要求球形度大于1.10的畸形颗粒在合格颗粒中的混合比例小于1%。废料槽主要接收球度大于1.10的异常颗粒,这些颗粒不能用于制造燃料元件,只能作为废料处理。在再分选颗粒槽中,包覆燃料颗粒的球形度介于1.00和1.14之间,包括相当大比例的合格产品。为了避免铀燃料的浪费,应将落在再分选槽中的颗粒重新收集和分选。如下表的参数和接收槽的位置,进行不同工况的数值模拟。
小结 利用DEMSlab超椭球建模技术对包覆燃料颗粒进行建模,在真实颗粒测量的基础上,确定颗粒模型的尺寸和球形度。利用DEMSlab的离散元模拟方法,研究了不同操作参数、进料参数和物理参数对IVP振动分离效果的影响。主要结论如下:
|